Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości



Uzyskaj wycenę
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Kategoria produktu
NOWA kategoria
Skontaktuj się z nami
 +86-0510-87296815
+86-0510-87296815Zaciski kablowe do kabli sterowniczych: wybór, instalacja i standardy jakości
Czym są kable sterujące i dlaczego zaciskanie ma znaczenie
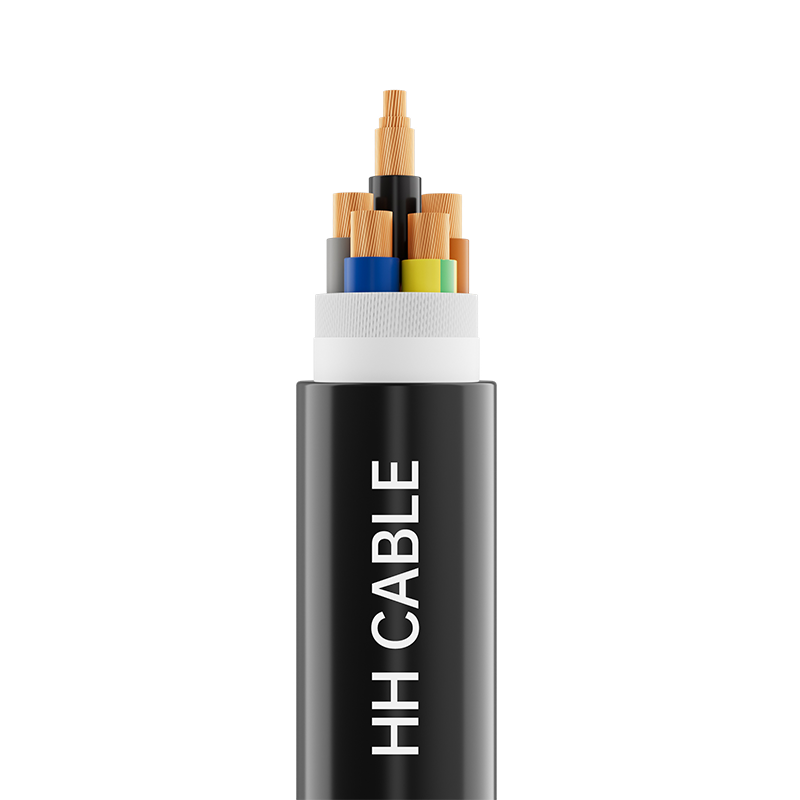
Wadliwe zakończenie może zatrzymać całą linię produkcyjną — nie z powodu awarii samego kabla, ale ze względu na sposób jego podłączenia. Kable sterujące stanowią szkielet przemysłowej transmisji sygnałów, przenosząc precyzyjne polecenia między czujnikami, siłownikami, sterownikami PLC i panelami sterowania przy napięciach zwykle w zakresie od 24 V do 600 V. W przeciwieństwie do kabli zasilających, w których priorytetem jest przepustowość energii, kable sterujące zaprojektowano z myślą o wierności sygnału: ich wielożyłowa struktura zapewnia izolację każdego przewodnika, minimalizując zakłócenia i zapewniając, że polecenia dotrą w nienaruszonym stanie.
Zaciski kablowe — mechaniczne punkty połączeń, w których przewody stykają się z zaciskami — to miejsca, w których wierność sygnału utrzymuje się lub ulega zniszczeniu. Prawidłowo zaciśnięte połączenie ściska tuleję zaciskową wokół żył przewodu, tworząc gazoszczelne połączenie, blokując wilgoć i tlen, które w przeciwnym razie spowodowałyby korozję i wzrost oporu. Prawidłowo wykonane zaciskanie przewyższa lutowanie pod względem odporności na wibracje i długoterminowej niezawodności. Zrobione źle, wprowadza dokładny tryb awarii, który przemysłowe kable sterownicze i kable oprzyrządowania mają na celu zapobieganie.
W tym przewodniku przedstawiono pełny obraz: typy kabli sterowniczych i wymagania dotyczące ich zakończeń, kryteria wyboru zaciskania, procedurę instalacji, obowiązujące standardy oraz błędy, które mogą zagrozić połączeniu.

Rodzaje kabli sterowniczych i wymagania dotyczące ich zaciskania
Kable sterujące nie są kategorią monolityczną. Konstrukcja różni się znacznie w zależności od środowiska, rodzaju sygnału i stopnia naprężenia mechanicznego – a różnice te przekładają się bezpośrednio na sposób zaciśnięcia kabla.
Kable wielożyłowe w izolacji PVC są końmi pociągowymi standardowych środowisk fabrycznych. Ich przewodniki są zazwyczaj linkami miedzianymi klasy 2 i akceptują większość standardowych nieizolowanych lub izolowanych zacisków typu tulejkowego. Stosunkowo sztywna konstrukcja sprawia, że spójne ustawienie przewodów jest proste podczas zakańczania.
Warianty ekranowane — powszechnie nazywane CY (ekran z plecionej miedzi) lub SY (drut stalowy zbrojony ekranem miedzianym) — dodają dodatkową warstwę złożoności. Ekran musi być odpowiednio uziemiony, a kolejność zaciskania musi uwzględniać zakończenie przewodu drenu, aby uniknąć pogorszenia ochrony EMI. Kable te są standardem w środowiskach o wysokim poziomie zakłóceń elektromagnetycznych, takich jak szafy sterownicze silników i panele przetwornic częstotliwości.
Kable sterujące w izolacji XLPE wytrzymują wyższe temperatury robocze i zapewniają doskonałą odporność na działanie środków chemicznych. Ich izolacja jest twardsza, co wpływa na odizolowanie — zbyt agresywne odizolowanie może spowodować przecięcie przewodów i utworzenie punktów naprężeń tuż przy wejściu do zaciskania. Przewody cienkożyłowe klasy 5 lub klasy 6, powszechne w elastycznych kablach sterowniczych stosowanych w robotyce i zastosowaniach w prowadnicach kablowych, wymagają zaciskania tulejek specjalnie przystosowanych do drutu cienkożyłowego; standardowe zaciski przeznaczone do przewodów linkowych klasy 2 nie będą odpowiednio zawierać żyłek. W przypadku wymagających środowisk routingu dynamicznego zapoznaj się z naszą ofertą kable kolejowe i tranzytowe do wymagających środowisk .
| Typ kabla | Klasa dyrygenta | Zalecany typ zaciskania | Kluczowa uwaga |
|---|---|---|---|
| Wielordzeniowy PCV | Klasa 2 | Tulejka nieizolowana/izolowana | Standardowe oprzyrządowanie; sprawdź dopasowanie AWG |
| CY/SY Ekranowany | Klasa 2 / Class 5 | Końcówka spustowa osłony tulei | Osłona uziemiająca oddzielnie; zachować integralność EMI |
| Izolacja XLPE | Klasa 2 | Nieizolowany zacisk zaciskowy | Ostrożnie zdejmuj, aby uniknąć nacięć |
| Elastyczny/cienki | Klasa 5 / Klasa 6 | Tuleja końcowa (typ sznurowadła) | Obowiązkowa tulejka z cienkim drutem |
Jak wybrać odpowiednie zaciski kablowe
Wybór końcówki zaciskanej nie polega na złapaniu tego, co pasuje — jest to problem dopasowania składający się z trzech zmiennych: przekrój poprzeczny przewodu, materiał końcówki i typ końcówki. Jeśli ktoś się pomyli, połączenie będzie albo słabe mechanicznie, albo elektrycznie oporne, albo jedno i drugie.
Dopasowanie przekroju przewodu jest niepodlegającym negocjacjom punktem wyjścia. Producenci terminali określają dopuszczalny zakres przekrojów drutu dla każdego produktu, często zarówno w mm², jak i AWG. Zbyt mały przewodnik będzie unosić się wewnątrz lufy i powodować przerywany kontakt. Ten, który jest zbyt duży, nie będzie się prawidłowo ściskał, pozostawiając szczeliny pomiędzy pasmami a ścianką końcową. Zawsze sprawdzaj rzeczywistą średnicę pozbawionego izolacji przewodu, a nie tylko nominalną specyfikację kabla — grubość izolacji i klasa skrętu mogą mieć wpływ na ostateczny rozmiar wiązki bez izolacji.
Materiał terminala określa zachowanie się korozji w czasie. Zaciski z cynowanej miedzi są standardowym wyborem dla przewodów miedzianych w większości zastosowań w sterowaniu przemysłowym; Cynowanie zapobiega korozji galwanicznej na styku miedź-miedź, zachowując jednocześnie doskonałą przewodność. W środowiskach o dużej wilgotności lub w pobliżu morza wersje posrebrzane zapewniają dodatkową ochronę. Unikaj mieszania różnych metali — przewody aluminiowe zaciśnięte w miedzianych zaciskach przyspieszają korozję galwaniczną i są znanym miejscem awarii.
Tulejki izolowane i nieizolowane sprowadza się do punktu końcowego. Do okablowania szafy sterowniczej preferowane są izolowane (oznaczone kolorami) tulejki, ponieważ tuleja chroni wejście przewodu przed ścieraniem i umożliwia wizualną kontrolę instalacji według rozmiaru AWG. Nieizolowane tulejki stosuje się tam, gdzie jest mało miejsca lub gdzie listwa zaciskowa zapewnia własną izolację. W przypadku wprowadzenia gołego przewodu do zacisków śrubowych zdecydowanie zaleca się stosowanie tulejki typu bootlace zamiast niezabezpieczonego drutu cienkożyłowego, który ma tendencję do odkształcania się pod wpływem momentu zaciskającego i z czasem tracić żyły.
Przewodnik krok po kroku dotyczący zaciskania kabli sterujących
Stała jakość zagniatania zależy od dyscypliny procesu, a nie tylko od jakości narzędzia. Poniższa kolejność dotyczy zakończeń tulejkowych przewodów kabla sterującego w okablowaniu paneli przemysłowych — najczęstszy scenariusz w instalacjach automatyki i oprzyrządowania.
- Zbierz odpowiednie narzędzia i materiały. Upewnij się, że masz narzędzie do zaciskania z grzechotką dopasowane do używanej serii tulejek. Narzędzia bez mechanizmu zapadkowego pozwalają operatorowi zwolnić połączenie przed osiągnięciem pełnego ściskania — jest to główna przyczyna niedostatecznego zaciśnięcia połączeń. Sprawdź, czy rozmiar wnęki matrycy odpowiada wymiarowi tulejki i przewodu.
- Dokładnie odizoluj przewód. Użyj skalibrowanego narzędzia do ściągania izolacji ustawionego na prawidłową średnicę zewnętrzną izolacji. Długość paska powinna odpowiadać głębokości tulejki — zazwyczaj 8–12 mm w przypadku standardowych tulejek przewodu sterującego. Under-stripping pozostawia izolację wewnątrz lufy; nadmierne zdejmowanie izolacji powoduje odsłonięcie gołego przewodu poza zaciśnięciem, powodując potencjalne zwarcie w listwach zaciskowych o małym odstępie.
- Sprawdź pozbawiony końca koniec. Sprawdź, czy wszystkie pasma są nienaruszone i wyrównane. Wszelkie nacięcia lub przecięcia splotów zmniejszają efektywny przekrój poprzeczny i wprowadzają punkt koncentracji naprężeń. Wyrzuć i zdejmij ponownie, jeśli pasma są uszkodzone.
- Włóż całkowicie przewód do tulejki. Odizolowany przewód powinien być całkowicie osadzony w cylindrze, bez wystających żył z zaciśniętego końca. W przypadku przewodów cienkożyłowych lekko skręć wiązkę przed włożeniem, aby utrzymać porządek w żyłach.
- Zacisnąć do pełnej kompresji. Włóż obciążoną tuleję do odpowiedniego wgłębienia matrycy i dociśnij, aż zapadka zostanie zwolniona. Nie próbuj przerywać udaru. Pełne ściskanie tworzy gazoszczelne połączenie, które zapobiega utlenianiu na styku przewodnika.
- Sprawdź i przetestuj zacisk. Sprawdź wizualnie, czy tuleja nie jest pęknięta, odkształcona asymetrycznie lub przecięta przez matrycę. Wykonaj próbę rozciągania ręcznie — przewód nie powinien ślizgać się po tulejce pod mocnym naprężeniem ręcznym. W przypadku obwodów krytycznych należy użyć skalibrowanego miernika siły uciągu, aby sprawdzić zgodność ze specyfikacją dla danego rozmiaru tulejki.
Normy jakościowe dla połączeń zaciskanych na kablach sterowniczych
Jakość zagniatania nie podlega samocertyfikacji — wymaga odniesienia do ustalonych norm, które definiują akceptowalną geometrię, minimalne siły rozciągające i protokoły kontroli. Większość prac związanych z zaciskaniem przemysłowych kabli sterowniczych na całym świecie regulują trzy ramy.
IEC 61238-1 to podstawowy międzynarodowy standard obejmujący złącza zaciskowe i mechaniczne do kabli zasilających, w tym końcówki kablowe i zaciski. Definiuje procedury testowania typu, wymagane rozmiary przewodów, wymagania dotyczące cyklicznych zmian temperatury i maksymalne wartości rezystancji dla kwalifikowanego połączenia. Określenie terminali zgodnych z normą IEC 61238-1 zapewnia zespołom zaopatrzeniowym zweryfikowaną podstawę wydajności elektrycznej i mechanicznej u dostawców.
IPC/WHMA-A-620 to dominujący standard jakości dla zespołów kabli i wiązek przewodów w elektronice i produkcji przemysłowej. Ustala kryteria akceptacji dotyczące wysokości zagniatania, liczby żył przewodu, limitów uszkodzeń izolacji i wymagań dotyczących kontroli wizualnej w trzech klasach wykonania. Klasa 2 (usługa dedykowana) dotyczy większości zastosowań w sterowaniu przemysłowym; Klasa 3 (wysoka niezawodność) dotyczy systemów o krytycznym znaczeniu dla bezpieczeństwa lub systemów sąsiadujących z przestrzenią kosmiczną.
UL 486A-B obejmuje złącza przewodów i końcówki lutownicze do stosowania z przewodnikami miedzianymi. Określa wartości wytrzymałości na rozciąganie, temperatury znamionowe i wymagania dotyczące rezystancji powiązane z grubością przewodu. Dopuszczenie UL na zaciskach zaciskanych zapewnia, że produkt został niezależnie przetestowany pod kątem zastosowania znamionowego, co często jest wymogiem w przypadku paneli sterowania przeznaczonych na rynki Ameryki Północnej.
Poza standardami na poziomie terminala, samo narzędzie do zaciskania musi zostać skalibrowane. Nieskalibrowane narzędzia są jedną z głównych przyczyn awarii zaciskania na miejscu — zużyta matryca, której rozmiar został kiedyś prawidłowo dobrany, spowoduje powstanie słabo ściśniętych połączeń, które przejdą kontrolę wzrokową, ale nie poddadzą się cyklom termicznym. Cykle kalibracji narzędzi do zaciskania powinny być określone w zakładowym systemie zarządzania jakością. Dla producentów dostarczających rozwiązania w zakresie kabli przemysłowych dla automatyki , identyfikowalność narzędzi jest standardowym wymogiem audytu zgodnie z normą ISO 9001.
Typowe błędy podczas zaciskania i sposoby ich unikania
Większość błędów zaciskania w terenie wynika z krótkiej listy błędów procesowych. Zrozumienie ich jest najszybszą drogą do ich wyeliminowania.
Niewłaściwy rozmiar okuć. Używanie tulejki 1,5 mm² na przewodzie 2,5 mm² (lub odwrotnie) to najczęstszy błąd w okablowaniu panelu. Kodowanie kolorami pomaga, ale nie jest niezawodne — różni producenci stosują różne konwencje kolorów. Zawsze sprawdzaj wydrukowane oznaczenie AWG lub mm² na tulejce, a nie tylko kolor tulei.
Niedopasowana seria narzędzi i terminali. Narzędzia do zaciskania i końcówki są zaprojektowane jako dopasowane systemy. Matryca jednego producenta zastosowana do końcówki innego producenta może wytworzyć mechanicznie wyglądające zaciśnięcie, które nie przejdzie testu rozciągania. Jest to szczególnie problematyczne w przypadku zastrzeżonych geometrii okuć. Użyj narzędzia określonego lub zalecanego przez producenta terminala.
Częściowa kompresja. W przypadku narzędzi bez mechanizmu zapadkowego operatorzy czasami zwalniają nacisk w połowie skoku — szczególnie gdy narzędzie wydaje się sztywne lub podczas pracy w ciasnej przestrzeni. Rezultatem jest słabo ściśnięte połączenie, w którym żyły przewodnika są trzymane, ale nie konsolidowane. Rozwiązanie jest proste: użyj narzędzia zapadkowego i nigdy nie przerywaj ruchu.
Usuwanie uszkodzeń. Zamiast czystego usuwania izolacji, należy ustawić narzędzia do ściągania izolacji dla przewodów o niewłaściwej średnicy. W kablach sterowniczych, w których poszczególne żyły mogą mieć przekrój 0,5–1,5 mm², nawet jedna lub dwie przecięte żyły powodują znaczną utratę przekroju. Dostosuj ściągacze do obrabianego kabla i sprawdź każdy pozbawiony izolacji koniec przed jego włożeniem.
Pomijam test ciągnięcia. Kontrola wzrokowa wyłapuje oczywiste defekty – pęknięte cylindry, odsłonięte żyły, asymetryczne ściskanie – ale nie może potwierdzić, że siła zagniatania była wystarczająca. Krótki ręczny test rozciągania na każdym zakończeniu oraz zmierzony test rozciągania na próbce dla obwodów krytycznych to minimalna akceptowalna bramka jakości. Pominięcie tego zamienia sekundy przy stole warsztatowym na godziny szukania usterek w terenie.
PRZEDV:Izolowany kabel napowietrzny i kabel w izolacji XLPE: kompletny przewodnik po nowoczesnej dystrybucji energii
DALEJ:Kabel sterowniczy w izolacji PVC: dane techniczne, zastosowania i przewodnik doboru
DALEJ:Kabel sterowniczy w izolacji PVC: dane techniczne, zastosowania i przewodnik doboru
Jesteś zainteresowany współpracą lub masz pytania?
Polecane produkty
Kompleksowe rozwiązania kablowe






Gotowy do dostosowania
Twoje produkty kablowe?
Twoje produkty kablowe?

Indywidualne rozwiązania kablowe, Dostawca drutu luzem w Chinach. Polegając na prawdziwej jakości rdzeni, aby zbudować renomowaną markę, dążąc do tego, aby stać się punktem odniesienia dla zaawansowanych
standardy kablowe.
Kategorie produktów
Szybkie linki
Skontaktuj się z nami
-
Email: [email protected]

-
Mobile: +86-0510-87296815

-
Fax: +86-0510-87295158

-
Nr 1, Fengyi Jinfeng Road, miasto Guanlin, miasto Yixing, prowincja Jiangsu, Chiny

Prawa autorskie © Wuxi Henghui Cable Co., Ltd. Wszelkie prawa zastrzeżone.
